




产品描述
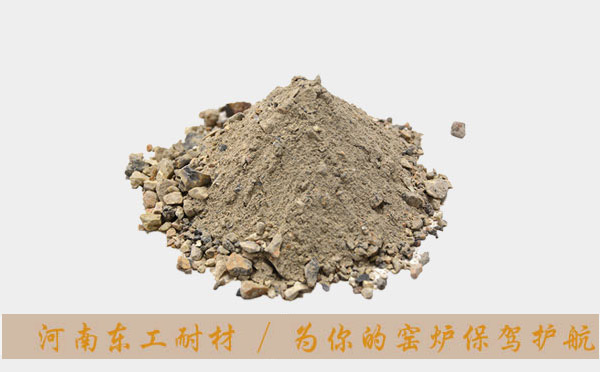
钢纤耐磨维浇注料是采用特级铝矾土熟料或刚玉作骨料,以优质矾土熟料及刚玉细粉作基质,以超微粉等多种复合材料为结合剂和添加剂,外加1%-3%耐热不锈钢耐热纤维配制而成。该产品除具有常规的高温耐磨损性能外,因在其配料中加入了一定数量的耐热不锈钢纤维,使材料浇注后炉墙整体强度大大增强。
详细参数
钢纤维增强耐磨浇注料主要用于电厂锅炉,化工厂焚烧炉,工业窑炉内衬有物料冲刷严重的部位等,可根据使用工况定做耐磨耐火浇注料。对于有金属熔融液体的炉内衬的浇注料,分为铝熔炼炉不不粘铝浇注料,抗铁水,钢水侵蚀的铁水包浇注料,钢包浇注料,捣打料。
钢纤维增强耐磨浇注料的施工要点

1. 耐火浇注料的存放 耐火浇注料因包含结合剂,遇水容易受潮,性能受影响,现场做防潮处理;
2. 钢纤维增强耐磨浇注料加水量
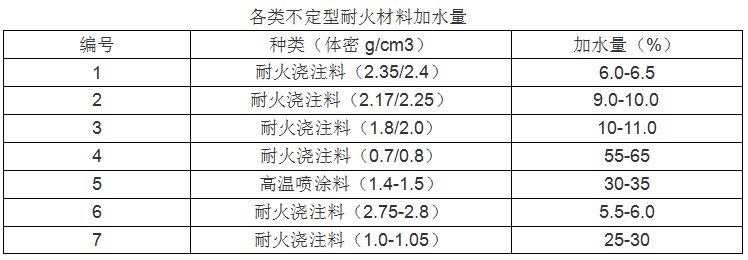
加水应为洁净水,施工理想温度为15-25℃,如果温度过高过低都会影响浇注料的施工性。
3. 钢纤维增强耐磨浇注料的搅拌

将一定量的浇注料加入搅拌机中,一般使用小型强制搅拌机,干混2-3分钟,加入适量的洁净水湿混3-4分钟出料,加水量准确,先加总量的3/4,等浇注料搅拌均匀后再加入剩余1/4水,调节浇注料的湿稠度,搅拌好的浇注料必须立即放出,严禁在搅拌机内长期搅拌。及时施工,存放时间越长,施工性越差,禁止将拌好料放回继续加水搅拌
4. 钢纤维增强耐磨浇注料浇注成型
要求浇注料从搅拌机出料后运到现场通畅,下料便利,各类浇注料应在搅拌完成后40分钟内完成浇注,下料时沿着模具均匀布料,布满后,插入振动棒,开始震动,当料表面翻浆,气泡有多变少,表明已经浇注完成。震动完成后表面平整光滑表明施工合格。
5. 钢纤维增强耐磨浇注料施工体养护
1) 浇注完后,表面水分极易蒸发,需要养护处理,如果炉内温度过高,施工完后,浇注料层表面包附一层塑料膜;
2) 浇注料适宜养护的温度为25-15度
3) 浇注料的模板应在浇注完成36-48小时后,加水量多的应在36小时以后(可根据现场情况适量增减);
4) 拆模后的浇注体在温湿的环境下养护72小时以上方可烘炉;
6). 烘炉 烘炉严格按照烘炉制度执行,采用测温仪器如热电偶进行精确控温,严禁出现局部温度过高过低现象,不得提前结束烘烤;
钢纤维增强耐磨浇注料的施工要点
1. 耐火浇注料的存放 耐火浇注料因包含结合剂,遇水容易受潮,性能受影响,现场做防潮处理;
2. 钢纤维增强耐磨浇注料加水量
加水应为洁净水,施工理想温度为15-25℃,如果温度过高过低都会影响浇注料的施工性。
3. 钢纤维增强耐磨浇注料的搅拌
将一定量的浇注料加入搅拌机中,一般使用小型强制搅拌机,干混2-3分钟,加入适量的洁净水湿混3-4分钟出料,加水量准确,先加总量的3/4,等浇注料搅拌均匀后再加入剩余1/4水,调节浇注料的湿稠度,搅拌好的浇注料必须立即放出,严禁在搅拌机内长期搅拌。及时施工,存放时间越长,施工性越差,禁止将拌好料放回继续加水搅拌
4. 钢纤维增强耐磨浇注料浇注成型
要求浇注料从搅拌机出料后运到现场通畅,下料便利,各类浇注料应在搅拌完成后40分钟内完成浇注,下料时沿着模具均匀布料,布满后,插入振动棒,开始震动,当料表面翻浆,气泡有多变少,表明已经浇注完成。震动完成后表面平整光滑表明施工合格。
5. 钢纤维增强耐磨浇注料施工体养护
1) 浇注完后,表面水分极易蒸发,需要养护处理,如果炉内温度过高,施工完后,浇注料层表面包附一层塑料膜;
2) 浇注料适宜养护的温度为25-15度
3) 浇注料的模板应在浇注完成36-48小时后,加水量多的应在36小时以后(可根据现场情况适量增减);
4) 拆模后的浇注体在温湿的环境下养护72小时以上方可烘炉;
6). 烘炉 烘炉严格按照烘炉制度执行,采用测温仪器如热电偶进行精确控温,严禁出现局部温度过高过低现象,不得提前结束烘烤;
包装运输
包装:规格 25KG 、50KG 包装袋可定做保存周期:干燥通风保存 一年

我们的服务
★十二年的浇注料等耐火材料生产和窑炉施工经验
专业的生产厂家,12年的耐材生产和窑炉施工经验,产品质量可靠,现货批发。
★供货质量稳定 发货周期稳定
资质实力雄厚,百万级的材料及施工项目有一百多个,业绩遍布全国各地,实力品牌。
★生产严格把控质量关,保证产品指标质量
所有浇注料、耐火材料均符合或高于国家行业标准,质量优质,价格适中。
★专业的施工队伍,每年施工近一百个窑炉
施工师傅均带证上岗,每人分工明确,施工认真,保证施工进度和质量。
★大量的现货批发,发货快
正耐实业设有专门的仓储车间,原材料车间,成品待发车间等,为大客户随时做好生产、发货的准备,且有大量的国标的现货,以方便和满足客户的急需。

工厂车间
东工耐材 耐火浇注料 工厂车间



